從概念到實現 Type-C治具回流式組裝流水線的非標自動化設備設計與制造
在當今電子制造業中,連接器的精密組裝對生產效率和產品質量提出了極高要求。Type-C接口因其正反插拔、高速傳輸和強大供電能力,已成為消費電子、計算機及通訊設備的主流標準。為滿足其大規模、高精度的生產需求,非標自動化設備——治具回流式組裝流水線應運而生。這種高度定制化的解決方案,集成了機械設計、智能控制與精密制造,是實現高效、穩定、柔性化生產的關鍵。
1. 核心概念:治具回流式組裝流水線
治具回流式組裝流水線是一種高效的自動化生產系統。其核心特點在于,承載工件的專用治具(或稱夾具)在完成一個工位的組裝或檢測后,并不隨工件一同進入下一工序,而是通過獨立的回流通道(通常位于產線下方或側面)自動返回至起始點,循環使用。這種設計實現了治具與主輸送線的解耦,顯著減少了治具需求總量,降低了硬件成本,同時避免了治具在復雜工序中可能產生的磨損、污染或錯位,確保了每個工位定位的絕對精度與一致性,特別適合Type-C接口這類多組件、多步驟的精密組裝。
2. 3D圖紙:虛擬設計與驗證的基石
在非標自動化設備開發中,3D設計圖紙是貫穿始終的核心技術文件。對于Type-C組裝線,其3D設計通常包含以下幾個層次:
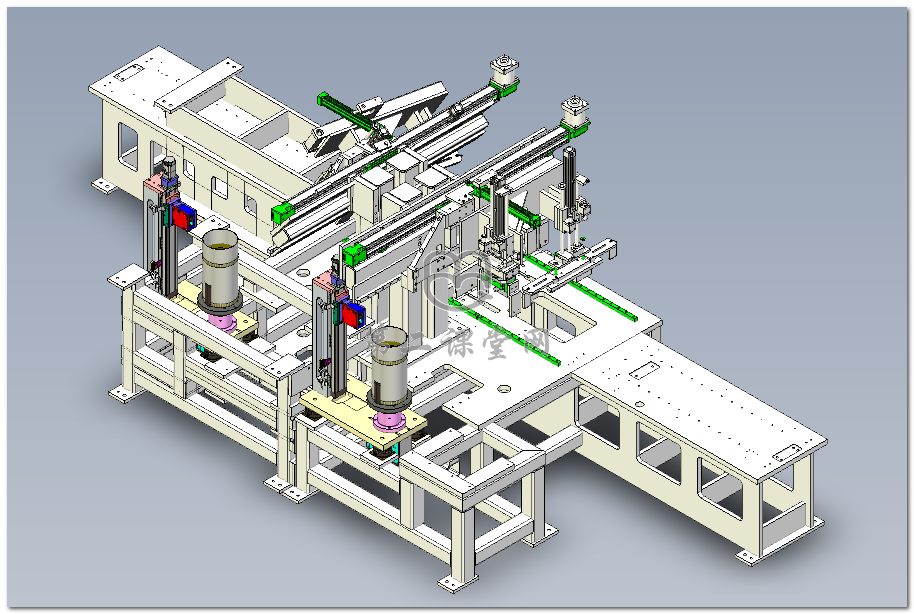
- 總體布局圖:規劃整條產線的長寬高尺寸、工位排布、人流物流通道、安全區域及與工廠設施的接口。
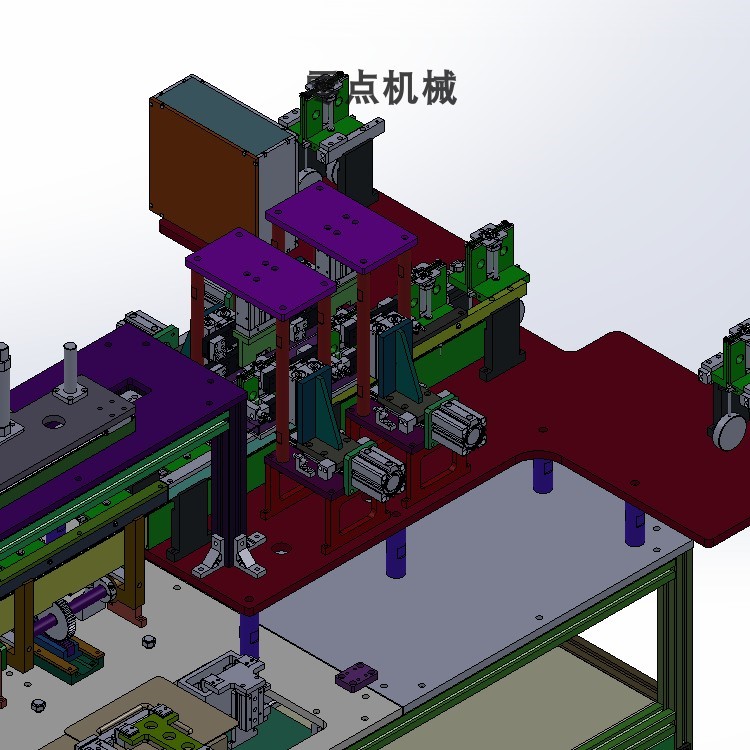
- 模塊化單元設計:將流水線分解為上料、端子壓接、膠芯組裝、外殼鉚合、焊接(如需)、導通測試、外觀檢測、激光打標、下料等獨立功能模塊。每個模塊均需進行詳細的3D建模,明確其機械結構、驅動方式(如氣缸、伺服電機、直線模組)、傳感器布局及與治具的交互接口。
- 關鍵機構詳圖:針對Type-C組裝的難點,如微小型端子的精準抓取與插入、膠芯的防呆導向、外殼的微小鉚壓等,需要進行細致的機構設計,并通過3D軟件進行運動仿真和干涉檢查,優化動作軌跡與節拍。
- 治具與回流系統設計:設計專用的Type-C工件治具,確保其在各工位被精確定位和可靠夾持。回流通道(如鏈條式、皮帶式或頂升平移機構)的3D布局需確保治具能平穩、高效、低噪音地循環,并與主線上各工位的提升、定位機構完美協同。
3. 非標自動化設備的設計挑戰與應對
非標設計意味著“量體裁衣”,沒有固定模板。Type-C組裝線的設計需直面以下挑戰:
- 高精度要求:Type-C接口組件微小,公差常要求在±0.02mm以內。設計需采用高剛性材料(如航空鋁、合金鋼)、精密直線導軌、伺服控制系統,并充分考慮熱變形和振動抑制。
- 高節拍與穩定性:消費電子產能需求巨大。設計需通過優化機構運動曲線、采用并行工位、減少非必要動作來提升UPH(每小時產出)。冗余設計、故障自診斷及快速換型機構是保障設備穩定運行(如MTBF > 3000小時)和適應產品換代的必備要素。
- 柔性化與智能化:產品迭代快,設計需預留一定的調整空間(如可調行程機構、模塊化接口)。集成機器視覺(用于定位、檢測)、力傳感器(用于壓接過程監控)和MES系統數據接口,是實現過程控制和質量追溯的關鍵。
4. 從圖紙到現實:制造與裝配
精密的3D圖紙是制造的藍圖。整個制造與裝配流程遵循嚴格的質量控制:
- 材料與標準件采購:根據圖紙要求,采購合格的板材、型材、導軌、絲桿、氣缸、伺服電機、傳感器等。
- 機械加工:對非標結構件進行CNC精密加工、鈑金折彎、焊接及熱處理,確保尺寸精度和機械性能。
- 表面處理:根據需求進行陽極氧化、鍍鉻、噴砂、噴粉等處理,提高耐磨、防銹及美觀度。
- 預裝配與調試:在潔凈車間內,以基板或機架為基準,按照由內到外、由下至上的順序進行部件組裝。重點保證各運動單元的平行度、垂直度和同軸度。電路、氣路管路需規范布置,標識清晰。
- 系統總裝與聯調:將所有模塊集成到總裝線上,安裝電氣控制柜(PLC、觸摸屏、驅動器等)、氣動系統。然后進行單動、聯動調試,校準每個傳感器的位置,優化PLC程序邏輯,確保各工位動作連貫、節拍平衡、治具回流順暢。
- 試運行與驗收:使用真實Type-C物料進行長時間帶載試運行,驗證產能、良品率、穩定性是否達到設計指標,并根據實際情況進行微調,最終完成客戶驗收。
###
Type-C治具回流式組裝流水線的成功,是機械設計、電氣控制、軟件編程與精密制造等多學科深度整合的成果。一張詳盡可靠的3D圖紙,是整個項目從概念構思到實體交付的導航圖。在非標自動化領域,只有深刻理解工藝需求,秉持精益求精的設計理念,并配以嚴謹的制造與裝配工藝,才能打造出穩定、高效、智能的“生產利器”,助力客戶在激烈的市場競爭中贏得先機。
如若轉載,請注明出處:http://www.zjrongyue.net/product/4.html
更新時間:2026-05-24 19:52:48